Los dos artículos siguientes estarán dedicados a los reductores industriales más comerciales en nuestro medio (es decir, aquellos "grandes" de los que hablamos en el primer artículo).
Frecuentemente, por razones de costos y tiempos, es que cuando se reemplaza un reductor se prefiere exactamente el mismo tipo o uno equivalente con las mismas dimensiones, potencia y ratio, pero...
¿Será así de sencillo reemplazar un reductor de una marca dada con uno "equivalente"?. Veamos un ejemplo concreto.
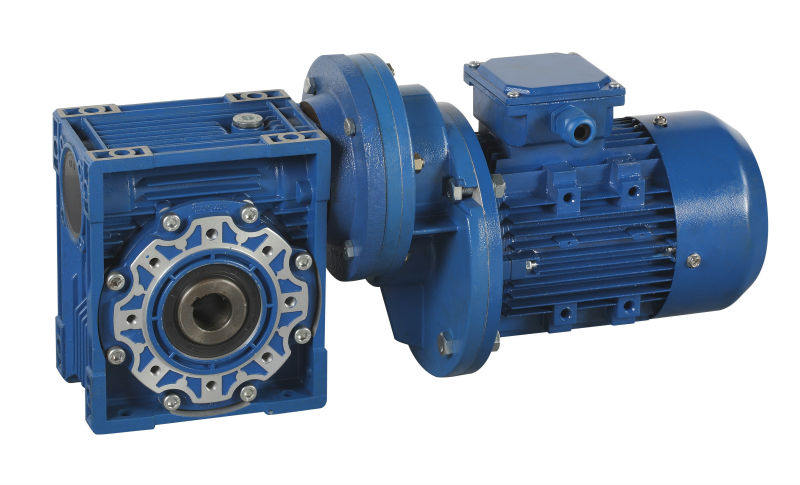
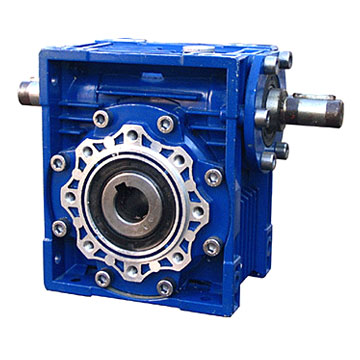
Este modelo de reductor tipo "corona sin fin" que se ve abajo es muy utilizado en sistemas largos de fajas transportadoras por muchas empresas del país.

Hay cuatro marcas italianas para el modelo: MOTOVARIO, BONFIGLIOLI, SITI y STM. Siendo más empleadas las dos primeras. Supongamos que deseamos reemplazar un MOTOVARIO NMRV 050, de 1 HP y ratio 7,5. Como se apreciará, podemos obtener toda la información del respectivo catálogo (todas las hojas técnicas están disponibles en nuestra página de Facebook):

Tenemos 3 alternativas entonces:



Podemos hacer un resumen de las prestaciones de servicio, donde vemos que hay relativa coincidencia.
Marca Modelo
Características
|
MOTOVARIO
NMRV050
|
BONFIGLIOLI
W63
|
SITI
MU
40
|
STM
UMI
50
|
Potencia
(Kw)
|
0,75
|
0,75
|
0,75
|
0,75
|
Ratio
|
7,5
|
7
|
7,5
|
7
|
Tipo
de motor
|
80B4
|
80B4
|
80B4
|
80B4
|
Torque
de salida (Nm)
|
27
|
32
|
25
|
30
|
¿Pero qué hay de las dimensiones del reductor?. Los 4 son bastante similares físicamente, pero si observamos las tablas donde se consignan las medidas del reductor notaremos que es significativa la diferencia entre uno y otro modelo. Baste con sólo indicar el ancho del MOTOVARIO (85 mm) contra el BONFIGLIOLI (94 mm) el SITI (78 mm) y el STM (71 mm). Sin tener en cuenta esto último, precisamente podemos confundirnos si tomamos en cuenta sólo el diámetro estándar de los ejes de salida y decir que, efectivamente, las 4 marcas son 100% compatibles. Aquí veremos que los 4 son aproximadamente iguales, pero las dimensiones longitudinales de los cambios de sección en los ejes son diferentes.

Obligatoriamente se hacen necesarios cambios en los bastidores, soportes y hasta en las bridas para los ejes de salida (si bien no hay inconveniente alguno para la entrada) de las máquinas si es que se opta por una "alternativa equivalente" al MOTOVARIO.
No es tan sencillo entonces encontrar un reemplazo 100% equivalente a un reductor dado sin hacer modificaciones en nuestra máquina. Este es otro detalle importante a tomar en cuenta.
Las hojas técnicas de los reductores especificados pueden encontrarlas, tal y como indiqué, en nuestra página de Facebook, donde también pueden hacerme llegar sus consultas, inquietudes y sugerencias. Muchas gracias por su atención, un felíz año nuevo y nos vemos más adelante con otras notas de interés..





































{kind=link}